10家提供自動化裝配檢測生產(chǎn)線的歐美廠家
更新時間:2024-03-21 09:10:02作者:佚名
”
自動化裝配和測試生產(chǎn)線是智能制造的重要組成部分。 不僅能大幅減少人工,還能保證產(chǎn)品裝配質量。 歐美先進制造業(yè)已采用大量自動化裝配和測試線。 隨著我國智能制造和供給側改革的推進,企業(yè)對自動化、智能化的需求日益增加,且需求逐漸強烈。 讓我向您介紹10家提供自動化組裝和測試生產(chǎn)線的歐美制造商。
01
德國Manz集團模塊化組裝平臺
德國曼茨集團是全球領先的高科技裝備制造商,專業(yè)從事電子器件及組件、太陽能電池及組件、鋰離子電池生產(chǎn)設備整體解決方案。

全球領先的高科技設備制造商Manz推出了新開發(fā)的模塊化組裝平臺,幫助制造商實現(xiàn)柔性生產(chǎn),大幅提升產(chǎn)能和良率。 是對德國工業(yè)4.0的完美詮釋。
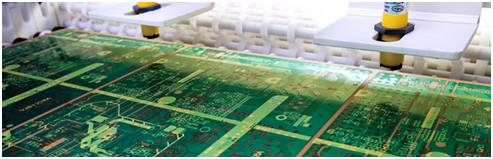
新開發(fā)的模塊化LightAssembly自動化組裝平臺是全球首條全連接、高度集成的組裝生產(chǎn)線,能夠以單一模塊架構處理電子產(chǎn)品組裝的所有工藝步驟。 采用標準模塊化設計,實現(xiàn)快速、靈活的運輸和調試性能,完成了對德國“工業(yè)4.0”的完美詮釋。

Manz 將 LightAssembly 自動化裝配平臺瞄準了對自動化有很高需求但尚未實施的關鍵市場。 中國是重中之重。 尤其是在電子行業(yè),消費者對產(chǎn)品多樣化、更新頻繁的需求日益增加。 然而,裝配程序復雜,組成裝配線的大部分系統(tǒng)來自不同的制造商,通常不是完全串聯(lián)的。 再加上勞動力成本上漲等壓力,都給企業(yè)帶來嚴峻挑戰(zhàn)。
Manz的LightAssembly自動化裝配平臺可以幫助企業(yè)解決這些問題。 通過完美協(xié)調整個生產(chǎn)流程,可以在生產(chǎn)操作的一開始就實現(xiàn)流程優(yōu)化和最大穩(wěn)定性,從而提高效率并降低生產(chǎn)成本。
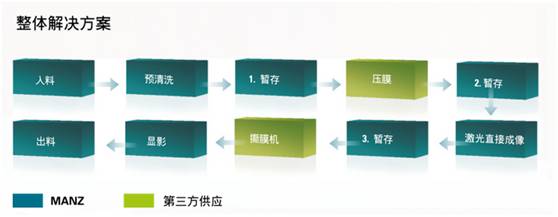
憑借其集成生產(chǎn)線管理系統(tǒng) (LIS),Manz 可以精確控制單個模塊和整個裝配線。 整條生產(chǎn)線從一開始就經(jīng)過完整的規(guī)劃和建設,保持高度靈活性世界上所有的車,可以輕松修改和擴展,以滿足不斷變化的市場條件。 Manz 的自動化裝配平臺可以集成到制造執(zhí)行系統(tǒng) ??(MES) 中,并存儲單個組件數(shù)據(jù)以進行智能質量監(jiān)控。 由于其模塊化設計,裝配平臺可以快速適應新的和修改的工藝。 該裝配平臺可以作為標準示例,可以重復使用為制造商生產(chǎn)多代產(chǎn)品。 采用模塊化設計,即使生產(chǎn)地點發(fā)生變化,也不會有問題。
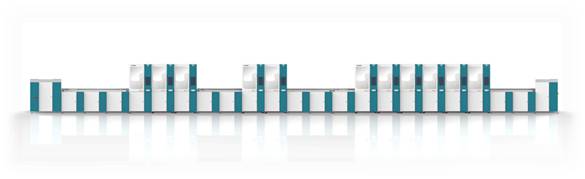
圖:Manz自動化裝配平臺(LightAssembly)的典型外觀——由于模塊可以通過多種方式自由搭配和連接,因此外觀也會發(fā)生相應的變化。
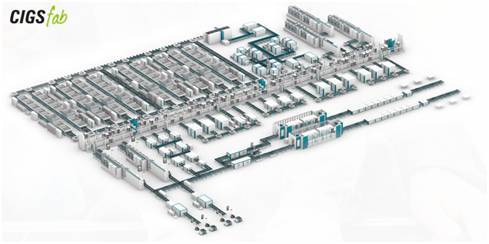
Manz集團可以為未來高速增長的市場提供高科技生產(chǎn)設備解決方案。 其核心技術包括自動化、測試和檢驗、激光技術、真空鍍膜、化學濕法、印刷和涂層以及卷對卷技術。 核心技術用于集團在“電子元件”、“電子器件”、“太陽能”和“儲能”領域的市場拓展。 這一新型自動化裝配平臺的開發(fā)充分利用了公司在自動化領域的專業(yè)知識和經(jīng)驗,進一步證明了Manz在該領域的強大實力和領先地位。 目前,智能手機和筆記本電腦制造商已開始采用Manz的自動化組裝平臺。
02
德國Manz集團模塊化組裝平臺
西班牙Gaindu公司的產(chǎn)品專注于工業(yè)領域的自動化生產(chǎn)線,包括汽車工業(yè)、中重工業(yè)、電站等。
西班牙Gaindu公司的自動化裝配線在汽車行業(yè)有應用:
1.)曲軸、凸輪軸、傳動軸:平面端面、深孔加工、具體工藝;

2.) 連桿:加工、斷裂、平衡軸等全套加工;
3.)其他:缸蓋、缸體、軸承蓋、平衡軸。

西班牙Gaindu公司的自動化裝配線用于中型和重型工業(yè)和電站設備應用:
1.)后橋、箱體等;
2.)風力發(fā)電:輪轂、機架、軸承座;
3.)石油天然氣工業(yè)、水輪機工業(yè)、閥門加工等。
03
德國歐豐ALFING連桿脹斷組裝機
德國ALFING連桿脹裝技術始于20世紀90年代初,主要應用于汽車行業(yè),其中汽車制造商和汽車零部件產(chǎn)品約占70%,亞洲客戶占63%。 常見工件有連桿、軸承蓋(乘用車缸體、重卡缸體)、曲軸箱等。
德國ALFING連桿脹斷組裝機:緊湊型脹斷/組裝模塊,手動上下料
激光開槽、擴孔、螺栓擰緊、模塊化機床、人工上下料,技術成熟。
德國歐豐ALFING連桿脹裝機:全自動連桿脹裝機(轉盤式)
激光開槽、擴孔、螺栓緊固、套管壓緊。
汽車制造商案例:
奔馳、寶馬、斯柯達、福特、馬自達、奇瑞、克萊斯勒、歐寶、雪鐵龍、別克、菲亞特、上汽、中國一汽、華晨汽車等
汽車零部件供應商案例:
加拿大利納馬(無錫)、德國馬勒(中國)、德國格特拉克(江西)、交運(山東)、盛瑞傳動、FTG、德國西爾科、科米斯、北內、上海伊頓集團等。
04
德國GROB公司發(fā)動機零部件全自動裝配線
德國GROB公司是世界著名的機床和生產(chǎn)線制造商。 無論是從標準機床到復雜的生產(chǎn)系統(tǒng)或切割線上的裝配單元,再到全自動裝配線,格勞博GROB的工藝和技術始終處于領先水平。
德國格勞博 (GROB) 公司專門從事發(fā)動機零部件的整線“交鑰匙”項目。 是一家涵蓋不同流程、不同技術、不同資源、不同文化的全球系統(tǒng)集成供應商。

05
德國埃馬克熱插拔自動裝配技術
熱套技術將凸輪或齒輪安裝在軸上,可以顯著減輕部件的重量,同時保證軸類零件具有更高的精度,并且可以生產(chǎn)需要高扭矩和高動載荷的工件。 埃馬克集團旗下自動化公司的專家經(jīng)過多年的努力,開發(fā)出了專利熱套技術,為汽車動力總成的生產(chǎn)提供了獨特的柔性加工解決方案。

與單一材料凸輪軸相比,組合凸輪軸由于重量較輕,在市場上一直保持著良好的發(fā)展前景。 如今,組合式凸輪軸已廣泛應用于重型卡車領域。 然而,許多模塊化凸輪軸的裝配過程往往需要很高的裝配力,導致凸輪定位和對準誤差過大。 對此,埃馬克可以提供具有絕對優(yōu)勢的解決方案,那就是通過其專利技術——熱套工藝,確保凸輪軸、齒輪軸和其他精密裝配部件能夠以完全的精度生產(chǎn)。 該生產(chǎn)技術的特點是不需要進一步加工。 無論是將控制凸輪或齒輪組裝到軸上還是將軸組裝到外殼中,預熱和組裝技術都是一個安全且可持續(xù)的過程。
埃馬克技術的優(yōu)勢在于預熱組件,它們與工件完美匹配并且溫度受到控制。 組合凸輪軸的優(yōu)點眾所周知:它們更便宜、更輕、可以用不同的材料生產(chǎn)、生產(chǎn)過程更靈活并且可以輕松使用新的凸輪幾何形狀,例如負半徑。 由于需要減少汽油使用和降低二氧化碳排放,未來組合凸輪軸的使用將變得更加普遍。 然而,裝配凸輪和軸的替代工藝存在嚴重問題:兩者無法高精度地裝配在一起,并且無法避免后續(xù)的精磨工序。 在許多情況下,將凸輪安裝到軸上需要“配合”過程,例如在壓配合過程中進行滾花、花鍵或鋸齒齒輪。 壓裝過程中產(chǎn)生的壓緊力可能會使工件變形,并導致凸輪定位和校準過程中產(chǎn)生過大的誤差。
埃馬克的熱縮配合組件代表精密熱縮配合,凸輪通過熱收縮被包裹在軸上,確保無阻力配合到指定的公差。 該工藝的關鍵在于嚴格控制“溫度”、“時間”等工藝參數(shù),以及該套設備的機械設計。 當前一個凸輪正在預熱時,下一個凸輪也已經(jīng)在預熱。 熱套機床配備一定的預熱裝置,使得熱套技術能夠有效地應用于生產(chǎn)任務中。 機器人與特殊夾緊技術的完美結合,可實現(xiàn)小于15微米的誤差。
這一原理使凸輪軸設計者的設計更加靈活,并確保在工件類型頻繁變化的中批量生產(chǎn)中的應用。 高精度組合凸輪軸大大減少了持續(xù)磨削的需要。 如果使用精密成品凸輪,則可能根本不需要精磨。
該工藝的另一個優(yōu)點是可以使用不同的材料生產(chǎn)組合凸輪軸,包括100Cr6材料的鍛造凸輪、精密磨削的成品凸輪,甚至尺寸精確的粉末冶金凸輪,而不需要精密磨削工藝。 此外,插頭和端件等支撐部件也可以采用更具成本效益的材料制造。 埃馬克的熱套工藝使凸輪軸適應發(fā)動機的需求,并優(yōu)化負載能力和生產(chǎn)成本。
機器人與特殊裝夾技術的完美結合,可實現(xiàn)誤差小于15微米的工藝延伸。 當熱裝工序后需要磨削凸輪軸時,可將熱裝機床連接至磨床。 埃馬克 VTCDS 系列磨削中心使這一切成為可能。 這非常簡單:熱裝機的機器人將加工好的凸輪軸直接轉移到磨削中心的裝載區(qū)域。 埃馬克提供的這一工藝優(yōu)勢也可用于其他零件的加工。
加工齒輪軸時,磨削的齒輪可以與軸緊密結合,無需擔心砂輪造成誤動作。 同時,軸的長度也可以最小化,使整個零件更加緊湊。
快速設定以獲得最佳質量 埃馬克的熱縮配合工藝完美地結合了靈活性和生產(chǎn)力,而設計和生產(chǎn)技術選擇的自由度保證了較短的周期時間。 當前一個凸輪正在熱固時,后一個凸輪已經(jīng)預熱。 配備一定數(shù)量預熱裝置的熱套機床使該技術能夠有效地應用于生產(chǎn)任務。 正是埃馬克熱套機床的上述優(yōu)點,使得眾多凸輪軸制造商和其他精密零部件制造商對新的熱套工藝表現(xiàn)出了極大的興趣。 有的公司正在進行加工測試,有的甚至已經(jīng)投入使用埃馬克。 馬克的新工藝投入生產(chǎn)。
在理想的情況下,客戶將受益于埃馬克集團提供的效果,并尋求從預加工到熱裝和最終加工的完整流程。 齒輪之間的緊密接觸保證了齒輪軸部件的緊湊設計和高功能密度。 熱套技術的優(yōu)點:精度高、熱套后無需后續(xù)工序、節(jié)省材料、減輕重量、熱套后不變形、可將不同材料結合在一起。 可按工件組順序自由選擇零件,可自由選擇角度和軸向位置,可快速更換工件。 組合凸輪軸的優(yōu)點:價格較低、重量較輕、凸輪可以由不同材料制成、生產(chǎn)靈活性更大、更容易生產(chǎn)新幾何形狀的凸輪,例如負半徑凸輪。
06
意大利GEFIT SPA公司汽車裝配檢測線
意大利GEFIT SPA是一家專業(yè)從事汽車零部件裝配線設計和制造的世界知名制造商。 成立于1967年,總部位于意大利亞歷山德里亞,是一家國際技術裝備制造公司,主要由自動化部門組成。 和注塑模具部門。 其中,吉菲特自動化事業(yè)部主要為汽車、電子、電氣等行業(yè)的零部件裝配提供全套柔性和非柔性自動化裝配線設備,也可為裝配線提供單獨的裝配機。
在汽車制造行業(yè),吉菲特提供的零部件包括變速箱、減震器、離合器、差速器、散熱器、轉向器、轉向拉桿、油泵、起動機、制動卡鉗、電機等。 數(shù)百個部件的組裝是通過自動化裝配線或裝配機提供的。 對于很多企業(yè)來說,吉菲特裝配線的引進意味著其產(chǎn)品的裝配質量達到了世界一流水平。
吉菲特公司提供的汽車制動鉗裝配裝配線具有以下特點:
□ 自動化程度高
該裝配線是目前國內外同類產(chǎn)品自動化程度最高的裝配線之一。 全線共有13個工位。 除3個手動工位和2個半自動工位外,其余均為自動工位。
□ 高度靈活
通過簡單的夾具更換和調整,裝配線可裝配3種不同型號的左右制動卡鉗。 同一型號可自動識別左右卡鉗,因此左右制動卡鉗可以混合組裝和測試。
□ 元件質量高
該裝配生產(chǎn)線選用的外購件均為世界一流產(chǎn)品,從而保證了裝配線的高精度和一流品質。 例如,PLC和電氣設備采用西門子公司,電動/氣動搬運裝置采用德國BOSCH公司,氣動元件采用FESTO公司。
□ 傳動系統(tǒng)穩(wěn)定

裝配線的傳動系統(tǒng)采用杰菲特標準模塊化鋁型材。 滾動鏈條由減速電機驅動。 鏈條滾輪在自潤滑尼龍軌道上運行,運行平穩(wěn)、無噪音。 裝配線的鏈式運輸采用自由堆積式工件托盤。 結構輕巧、美觀。
□ 嚴格的密封測試

該裝配線采用的密封測試和檢驗流程與歐洲不同。 目前國際上多采用低壓、高壓雙重檢驗方法。 然而,這條生產(chǎn)線采用低壓、高壓和超高壓三重檢測方法來驗證卡鉗本體總成的氣缸和活塞的密封性。 性能,從而更好地保證零件的加工質量。
吉菲特的流水線產(chǎn)品
隨著汽車零部件模塊化裝配的趨勢,全球各大公司都開始要求零部件廠供應成套和系統(tǒng),這對零部件廠的裝配提出了更高的要求。 意大利吉菲特公司就是這樣一家提供世界一流的汽車零部件裝配生產(chǎn)線的制造商。 作為一家專業(yè)為用戶提供裝配、測試生產(chǎn)線交鑰匙工程的公司。 吉菲特開發(fā)了一些相對標準化的模塊。 每個生產(chǎn)系統(tǒng)均由標準組件組成,如托盤傳送系統(tǒng)模塊、手動工作站模塊、半自動工作站模塊等,每套交鑰匙工程設備均由計算機程序系統(tǒng)自動控制。 這樣的系統(tǒng)具有自診斷功能以及收集和處理數(shù)據(jù)的能力。
總體來說,意大利吉菲特公司的裝配線具有以下特點:
□ 實現(xiàn)過程控制/監(jiān)控,確保可靠運行
JEF 提供的設備和/或裝置將在裝配過程的所有階段(手動操作除外)由 SIEMENS S7 獨立可編程控制器進行操作和管理。 當發(fā)生故障時,操作人員可以通過內置的自診斷系統(tǒng)快速、輕松地手動排除故障。 每個工作站上的字母數(shù)字(混合)終端將顯示故障/診斷信息; 當需要時,診斷信息將顯示在控制顯示屏上,顯示異常的類型和引起異常的部分。
為了保證裝配線的可靠運行,設備將設計用于檢查所有傳感器、轉換器等工作狀態(tài)是否正常。 無論何時使用傳感器/傳感裝置,都會提供信號燈以清楚地識別其開/關狀態(tài)。

07
德國Küster汽車自動裝配線
裝配線年產(chǎn)電子駐車制動器超過100萬只
汽車行業(yè):控制和 MES 系統(tǒng)之間的完美通信可確保最佳的質量和安全標準。
汽車中的傳統(tǒng)手剎已逐漸被電子駐車制動器(EPB)取代。 停車時,電子駐車制動器自動制動; 當在山上起步時世界上所有的車,電子駐車制動器會自動調整制動拉索并釋放駐車制動器。 庫斯特汽車控制系統(tǒng)有限公司 (ACS) 隸屬于庫斯特集團,是歐洲市場上電子駐車制動器的領先供應商之一。 技術亮點包括集成數(shù)據(jù)庫引導的過程監(jiān)控和電子駐車制動器的電子校準。 咨詢。
帶有原裝汽車后橋的電子駐車制動器 (EPB)。圖片顯示電纜布線,包括制動鉗中的制動電纜
大多數(shù)汽車制造商生產(chǎn)的數(shù)千輛汽車都采用了庫斯特技術。
庫斯特組件包括機械或電子駐車制動器、車窗升降器、完整的車門系統(tǒng)以及消音器和排氣閥。 該公司位于德國埃林斯豪森,為不同的歐洲汽車制造商生產(chǎn)電子駐車制動器。
電子駐車制動器的生產(chǎn)、校準和測試臺控制幾乎全部 (98%) 由 Beckhoff 的自動化技術處理。 Beckhoff 解決方案的緊湊性和靈活性、高處理速度和出色的性價比給 Küster 的經(jīng)理留下了深刻的印象。 “Beckhoff 控制平臺的另一個亮點是,除了純粹的過程順序控制之外,測量技術(力和位移測量)也可以在控制系統(tǒng)中繼承,”O(jiān)liver Barwitzki 說道。 Beckhoff 技術的另一個優(yōu)勢是,通過 FC5101 插卡和車輛專用 CAN 總線協(xié)議(配備 11 位或 29 位 CAN 標識符)直接從 PLC 與電子駐車制動控制電子設備進行通信。
Küster 使用具有可擴展性能的 Beckhoff 全系列產(chǎn)品:控制設備包括 BX 系列以太網(wǎng)總線端子模塊控制器、嵌入式 PC 和作為終端計算機的 C6650 系列工業(yè) PC。 軟件包括 TwinCAT I/O、TwinCAT PLC 和 TwinCAT NC I。它們的共同點是所有控制器都在網(wǎng)絡中運行并與數(shù)據(jù)庫交互。

08
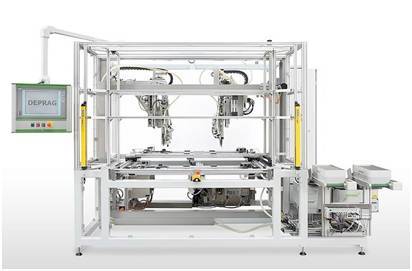
德國DEPRAG電子電氣自動化裝配設備
自1918年至今已有近百年的歷史,德派逐漸成為知名的氣動馬達制造商,在造紙機械、紡織機械、醫(yī)療設備等行業(yè)擁有眾多國際知名客戶。
德派不僅可以提供標準型號的氣動馬達,還可以根據(jù)客戶的特殊要求進行設計和制造。 高品質的原材料、重要電機部件的熱處理以及現(xiàn)代數(shù)控機床的精確生產(chǎn)精度保證了德派氣動電機極長的使用壽命。 最高的產(chǎn)品制造公差 (0.01mm) 是德派葉片電機的獨特之處。

德派裝配自動化設備的設計和制造優(yōu)勢:
在定制和自動化擰緊和裝配自動化設備方面擁有 40 多年的經(jīng)驗。
為裝配自動化系統(tǒng)集成提供創(chuàng)新解決方案
作為工業(yè)擰緊系統(tǒng)解決方案和裝配自動化設備的提供商,我們適合多種工業(yè)產(chǎn)品裝配應用和工藝要求。 我們可以執(zhí)行的任務包括:超聲波焊接、切割、鉚接、壓裝等工藝。 我們在應用領域的豐富經(jīng)驗為您的自動化設備提供最佳解決方案:請參考德派豐富的實際客戶案例,更深入地了解我們在工業(yè)擰緊自動化行業(yè)的綜合實力!
電子電氣行業(yè):
1、手工電路板組裝工作站的工藝要求

2. 端子組裝

3、控制箱生產(chǎn)所用安裝導軌的裝配工藝要求
手動工作站可供 1 至 2 名操作員組裝約 180 個組件。

2 軸龍門螺絲擰緊執(zhí)行器,帶有自動送料器,適用于 2 種不同的螺絲。
09
德國杜爾裝配和測試生產(chǎn)線
AssemblyProducts GmbH(以下簡稱:杜爾)是杜爾集團旗下子公司,是全球汽車裝配和測試領域領先的供應商之一。

核心技術和產(chǎn)品包括:汽車發(fā)動機及變速器預裝、前橋、后橋總成、后橋調整站、裝配設備及工藝規(guī)劃等汽車裝配技術和產(chǎn)品; 以及激光四輪定位儀、大燈檢測儀、汽車駕駛輔助試驗臺、多功能組合鼓試驗臺、鼓試驗臺、制動/ABS試驗臺、舒適性試驗臺等汽車離線測試。
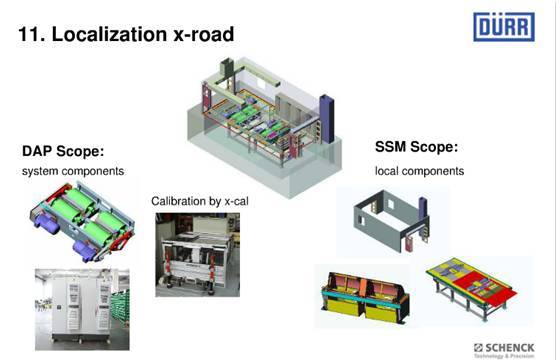
Dürr Assembly Products GmbH 是裝配和汽車總裝測試技術領域的專家。 DURR 提供全面的解決方案,例如用于將變速箱和懸架部件連接并緊固到底盤的車軸和系統(tǒng)的裝配或調整設備。 測量、調整和測試技術用于確保現(xiàn)代車輛達到所需的安全標準。 Dürr Assembly Products GmbH 提供用于車橋裝配和設備安裝的產(chǎn)品、設備和系統(tǒng),以及用于汽車生產(chǎn)線末端質量保證的測試臺,包括懸架定位臺、大燈調節(jié)系統(tǒng)、滾輪和功能測試臺。
乘用車檢測技術:杜爾裝配產(chǎn)品基于面向流程的解決方案,用于測試車輪定位、前燈調節(jié)、駕駛員輔助系統(tǒng)或下線檢測功能。
商用車測試技術:在商用車測試技術領域,Dürr Assembly Products 為卡車和客車的離線測試提供創(chuàng)新的、面向流程的解決方案。
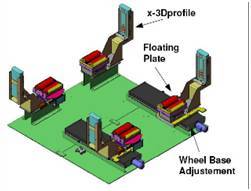
杜爾的產(chǎn)品范圍包括:用于手動、半自動和全自動車軸裝配和車軸調整站的汽車裝配設備。
DURR 裝配和測試系統(tǒng)
杜爾集團是全球市場上的活躍供應商,并在其專業(yè)市場中占據(jù)領先地位。 汽車行業(yè)的業(yè)務約占總銷售額的85%。 杜爾還為航空航天、建筑機械、化學和制藥行業(yè)提供創(chuàng)新制造和環(huán)境技術。 杜爾集團通過兩個分支機構開展業(yè)務。 涂裝系統(tǒng)主要提供生產(chǎn)和噴涂技術,主要應用于汽車車身、汽車底盤的生產(chǎn)和制造。 同時,測量和加工系統(tǒng)服務于發(fā)動機和變速箱的生產(chǎn)以及車輛的總裝。 杜爾在全球 21 個國家的 47 個城市設有辦事處。
10
意大利SAMAC液壓張緊器裝配檢測線
意大利SAMAC公司是汽車行業(yè)自動化裝配檢測生產(chǎn)線的專業(yè)制造商,包括汽車液壓張緊器裝配檢測線、汽車油水泵裝配檢測線、汽車制動器裝配檢測線等。

目前,意大利SAMAC的客戶遍布全球,如Borg Warner Morsetes、Dayco等。
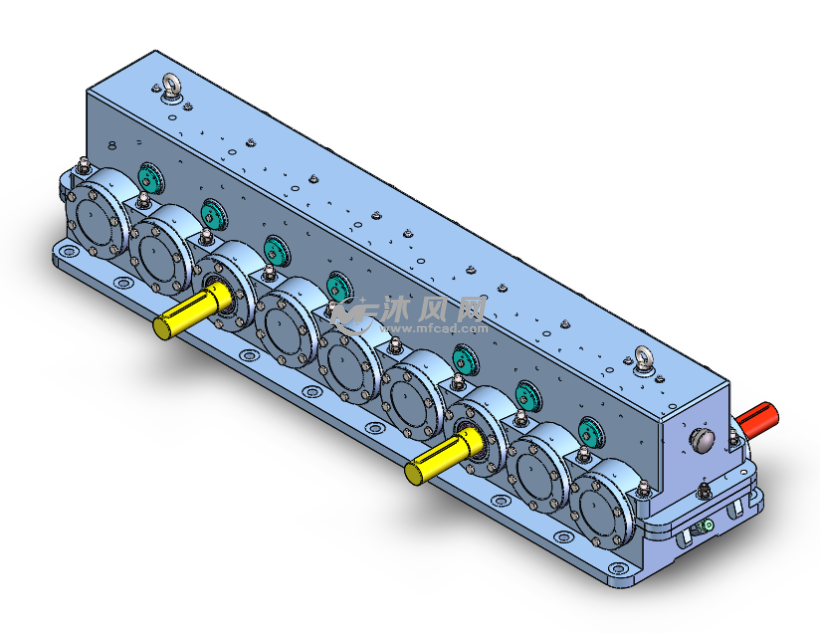
汽車液壓張緊器裝配和測試線中需要裝配的零件包括殼體、套筒、活塞、彈簧、通風盤、止回閥、棘輪夾和固定銷。
意大利SAMAC提供的液壓張緊器的加工周期一般在10-12秒左右。
你知道幾個? 與您的朋友分享!
相關文章
為您推薦
加載中...